















 22 / 44
22 / 44

20
liğin kimyasal analizi incelendiğin-
de Cr oranı EN 10088’den bir miktar
yüksek bulunmuş olsa da 1.4034
malzeme nolu X46Cr13 martenzitik
paslanmaz çeliğine yakın olduğu
söylenebilir.
İmalatçı tarafında eski standartta
gösterildiği haliyle Ck60 olarak ifa-
de edilen EN 10083’de C60E olarak
bulunan numuneye ait analizler
incelendiğinde olması gerekenden
düşük olması sebebiyle daha çok
C50E veya C55E olabileceği tespit
edilmiştir.
Genellikle 5 farklı kalitedeki çe-
liklerden Yatağan kılıçları üretil-
mektedir. En uygun fiyatlı olanları
3260 Ereğli çeliği olmakla birlikte
ıslah çelikleri, paslanmaz çelikler,
takım çelikleri ve Damascus çelikle-
ri olarak sıralanabilir. İmalatçı usta-
lar kullandıkları çelikle ilgili sınırlı
bilgiye sahiptir. İmalatçı açısından
yapılan kılıcın malzeme fiyatı, da-
yanımı, esnekliği, işlenebilirliği (şe-
killendirilebilirliği) ve son görünü-
mü önemli kalite parametreleridir.
3.Yatağan Kılıcı Üretim Aşamaları
ve Isıl İşlemi
Kılıçlar ülkeden ülkeye farklılık
gösteren çeşitli takım ve yöntem-
lerle birçok farklı malzemeden ya-
pılmaktadır. Bir kılıçtan beklenen
başlıca özellikler; dayanım, sertlik
tokluk (esneklik) ve denge olarak
sayılabilir. Kılıçların kullanımı es-
nasında ani darbelere karşı toklu-
ğunun yüksek olması, çatlamadan
veya kırılmadan kullanılabilmesi
oldukça önemlidir. İlk imal edilen
metal kılıçların bakır ve bronzdan
yapıldığı bilinmektedir. Demirin
keşfinden sonra daha dayanıklı
ve uzun ömürlü kılıçlar yapılmış-
tır. Çeliğin keşfinden sonra ise çok
daha dayanıklı, keskin ve uzun
ömürlü kılıçlar yapılabilmesi müm-
kün olmuştur.
Kılıç üretimi genellikle sıcak ve
soğuk şekillendirme, ısıl işlem ve
son işlem olmak üzere üç aşamada
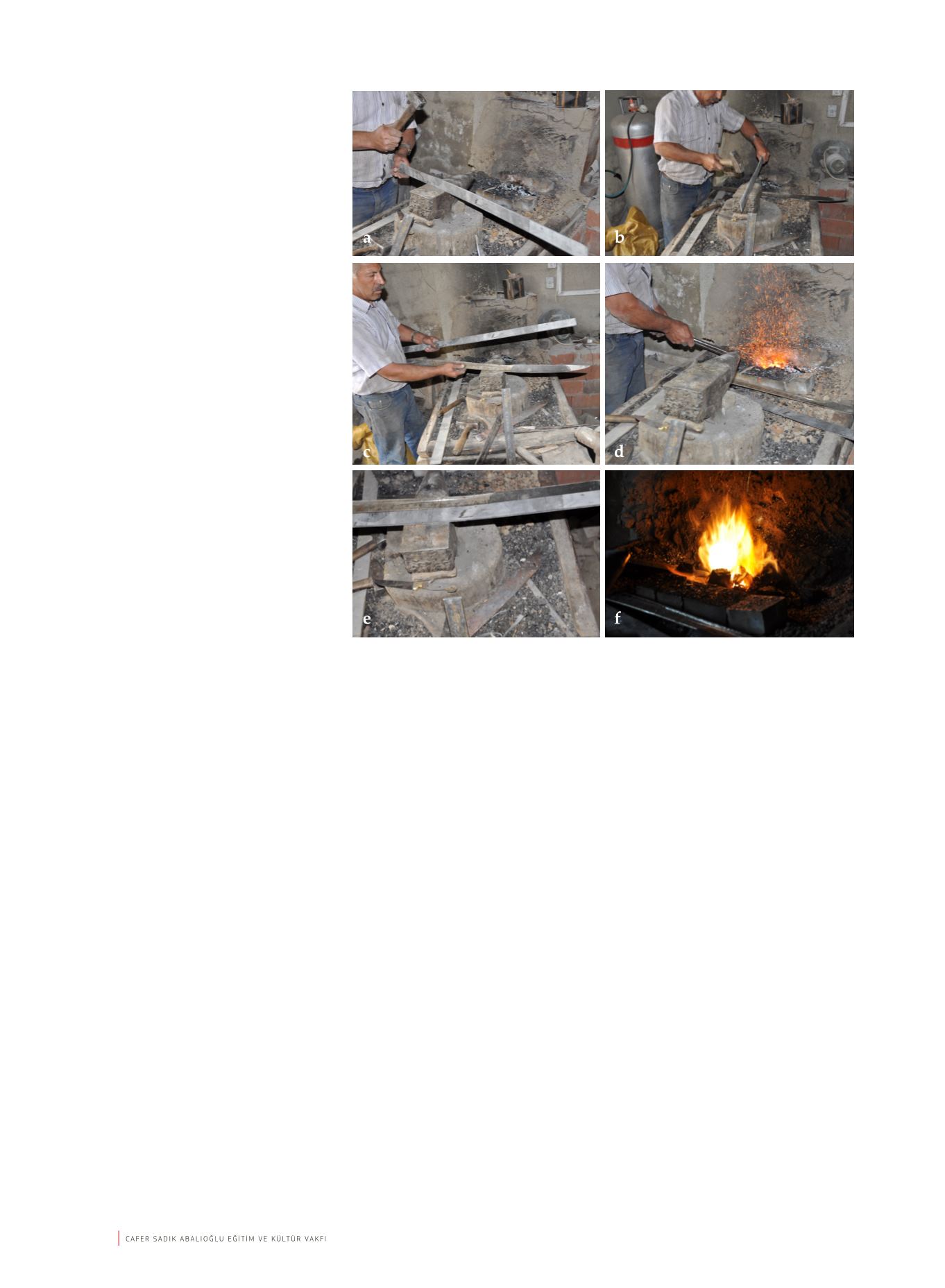
gerçekleştirilmektedir. Yatağan kı-
lıcı imalatının ilk aşamasında yarı
mamül sactan yapılacak kılıcın bo-
yutlarına uygun kesim yapılmakta-
dır, Şekil 4a,b,c,d.
Yumuşak tavlanmış olarak satıl-
makta olan yarı mamül kılıç malze-
mesini istenilen boyutta kesen usta,
parçayı önce belli bir süre soğuk
olarak döverek kılıca kaba şeklini
vermeye çalışmaktadır, Şekil 4b,c,d.
Kılıca örs üzerinde çekiçle ilk şekil
verme esnasında kılıç malzeme-
si gitgide sertleşmektedir. Bunun
sonucu olarak belli bir soğuk şekil
vermeden sonra usta parçayı sıcak
dövme sıcaklığına ısıtarak tekrar
yumuşatmakta ve çekiçle dövme-
ye devam ederek kılıcı şekillendir-
mektedir. Malzemeyi sıcak dövme
sıcaklığına getirmek için halk ara-
sında demirci ocağı da denilen ısıt-
ma sisteminden yararlanılmaktadır,
Şekil 4e,f.
Son derece basit bir ısıtma sistemi
olan demirci ocağında sıcaklık kont-
rolü bulunmamaktadır. Çeliği ısıtan
usta ısıtma esnasında çeliğin rengine
bakarak uygun sıcak şekillendirme
sıcaklığına gelip gelmediğine karar
vermektedir. Örneğin sıcak dövme
sıcaklığı için portakal rengi (turun-
cu yaklaşık 950-1000
O
C, bkz Çizelge
3) ile açık sarı (1100
O
C) veya limon
sarısı (1200
O
C) arası renge gelinmesi
beklenmektedir. Su verme sıcaklığı
için ise (aslında oksitlenme sıcaklığı
kastediliyor) portakal rengine (950-
1000
O
C) gelmesi beklenmektedir.
Menevişleme için kızılımsı bir renge
(250
O
C) gelmesi beklenmektedir. Bu
pratik yöntemi Yatağan kılıcı imal
eden her ustanın ağzından duymak
mümkündür.
Ocaklarda tavlama sıcaklığını
kontrol altında tutmak zordur. Her-
hangi bir dikkatsizlik sonucunda
iş parçası kıvılcımlar saçarak ya-
nabilir. Ocaklarda tavlanan çelikle-
rin sıcaklıkları yaklaşık olarak tav
renklerinden anlaşılabilmektedir.
Bu yaklaşım ne kadar bilimsellikten
uzak görünse de pratik uygulama
açısından bilimsel değerlere uygun
düşmektedir.
EN10088 standardına göre Yata-
ğan kılıcında kullanılan martenzitik
paslanmaz çeliklerden X46Cr13 ve
X50CrMoV15 için su verme sıcak-
lığı 1000-1100
O
C, soğutma ortamı
yağ veya hava, menevişleme sıcak-
lığı ise 200-350
O
C arası verilmekte-
dir. Buradan görüleceği üzere usta-
nın EN 10088 standardını bilmeden
yaptığı sertleşme işleminde kullan-
Şekil 4: El işçiliği ile Yatağan kılıcı yapımından görünümler (Resimler Yatağan Kasabasında bulunan Yatağan kılıcı
ustalarından Süleyman Şahin’in evinin altında bulunan Şahinörs Kılıç atölyesinde çekilmiştir)